
Case Study
Improving Steam Quality for a Critical Food Manufacturing Process
SMI Impact
x
c
x
A food manufacturing facility in Iowa was experiencing wet steam delivery issues at their S2 Hassia filling machine, a critical production asset used to form, fill, and seal pudding cups. The machine relies on consistent saturated steam quality for reliable process performance, and lower steam dryness had been linked to increased product rejection risk.
Although recent regulator and moisture separator upgrades improved overall steam quality, the S2 line continued to experience periods of lower steam dryness compared to the similar S1 line. Steam Management, Inc. was brought in to evaluate steam-side system conditions, identify likely contributors to the wet steam issue, and develop actionable recommendations.
Following the initial engineering assessment, SMI developed a design-build package to support implementation of the recommended steam header modifications.
Overview

The facility had a history of steam regulator issues on the S1 and S2 Hassia fillers. The Hassia machines use saturated steam to form, fill, and seal cups for their pudding products, and steam dryness has been correlated with Lumac test results that indicate product contamination potential. While Lumac scores are not directly proportional with steam moisture, there is a correlation between low steam quality and lower Lumac scores. Because increased product rejection can create significant financial impact, improving steam quality at the S2 machine was a high-priority issue.
The S2 filler received steam through a branch from the plant’s 150-psig steam header. Near the Hassia unit, steam pressure was reduced before serving the process. Over the past decade, the pressure reducing valve has been replaced multiple times due to excessive cycling caused by the intermittent steam demand of the filler’s web and lid sterilizers. These issues persisted and prompted further investigation.
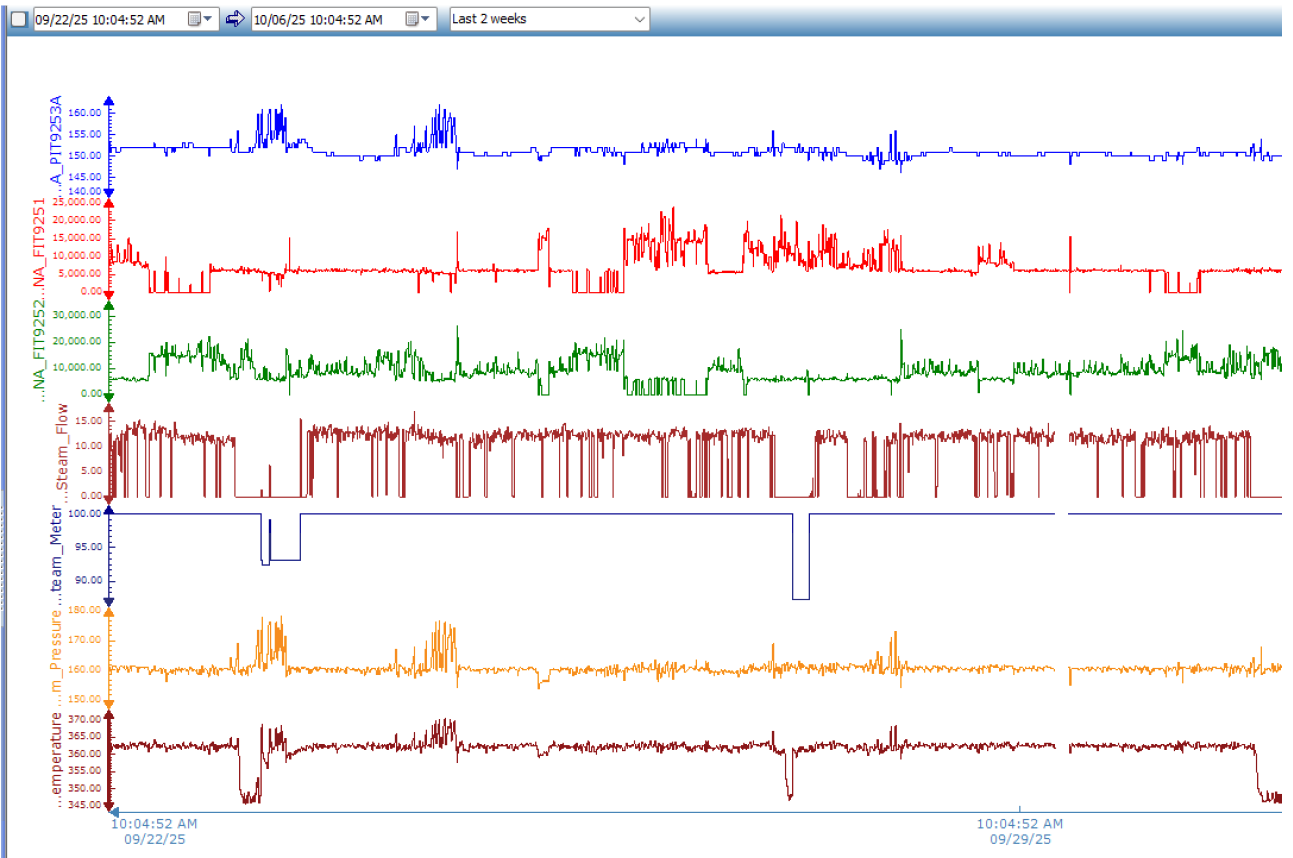
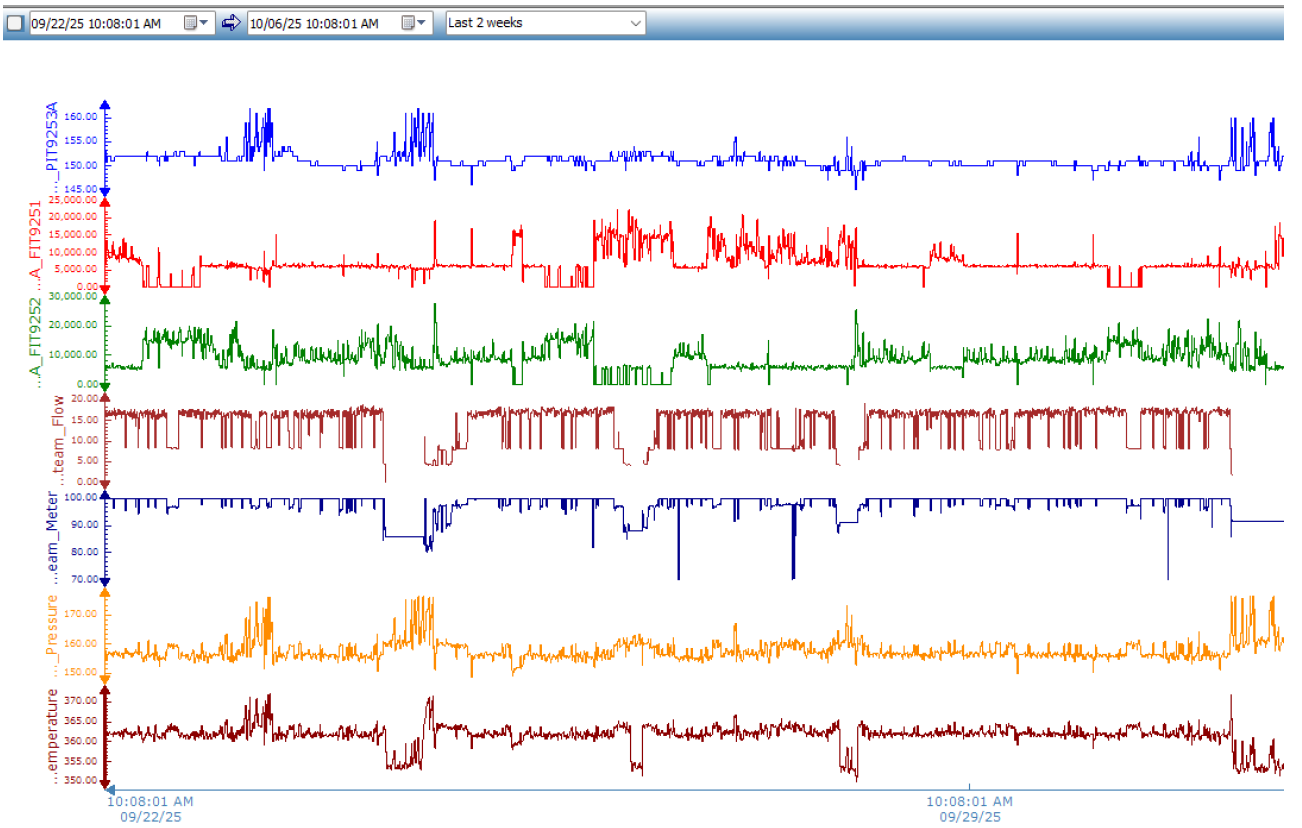
In 2024, the company installed steam quality meters on both the S1 and S2 supply lines to obtain quantitative data on steam dryness. The readings confirmed consistently higher moisture content in S2 steam relative to S1. Subsequent mitigation steps included replacing the S2 regulator and upgrading the moisture separator.
Despite these improvements, S2 continued to exhibit periods of lower steam quality compared to S1, suggesting that additional factors; such as branch geometry, steam velocity, and condensate management may be contributing to the observed wet steam conditions.
The S2 Hassia machine was served by a 1½-inch steam branch from the plant’s 150-psig steam header. Trend data showed that S1 maintained nearly dry steam for most of the review period, while S2 experienced frequent drops in steam quality. The S2 line also showed less stable steam pressure, indicating greater pressure loss and potential flow disturbances.
Conditions
SMI’s assessment identified several system conditions that were contributing to the issue:
The S2 branch was smaller than the comparable S1 steam supply, creating higher steam velocity under similar and fluctuating loads.
The Hassia process created cyclic steam demand, with intermittent bursts for sterilization that introduced pressure fluctuations.
The CRU motive steam branch and Hassia steam branch were located near a condensate drip leg, increasing the risk of condensate entrainment during flow surges.
A significant vertical drop in the steam branch did not have an ideal condensate removal point at the base of the drop.
Uninsulated components and potential pipe pitch or low-point issues presented additional opportunities for condensate formation and carryover.
SMI completed an engineering assessment to evaluate the steam supply configuration, review trend data, compare S2 performance against the S1 baseline, and identify likely root causes of wet steam delivery.
As part of the assessment, SMI:
Conducted an onsite walkthrough with facility engineering personnel
Reviewed system history and prior mitigation efforts
Examined steam quality, flow, and pressure trend data
Walked down the main steam headers and branch lines serving the S1 and S2 Hassia machines
Performed velocity and pressure-drop calculations
Evaluated PRV suitability for the load profile and service conditions
Assessed condensate drainage, piping configuration, and potential sources of entrainment.
Solutions & Key Actions
Based on the findings, SMI recommended modifications focused on reducing condensate carryover, improving drainage, and stabilizing steam delivery to the S2 Hassia machine. Recommended actions included:
Upsizing the S2 steam branch from 1½ inches to 2 inches to reduce steam velocity and pressure drop
Relocating the CRU motive steam branch away from the S2 drip leg to reduce flow surges and pressure instability near the condensate collection point
Adding a drip leg and condensate trap station at the base of the 15-foot vertical drop to improve condensate removal before steam reaches the process
Verifying proper steam line pitch to support drainage toward trap stations and avoid unintended condensate collection points
Improving insulation on select uninsulated steam components to reduce heat loss and limit additional condensate formation
After completing the assessment report, SMI developed a contractor-ready design-build package to support implementation. The package included laser scan documentation, 3D modeling, engineering drawings, isometrics, installation details, valve and trap specifications, pipe support details, and contractor notes.
Through this phased approach, SMI helped the facility move from problem identification to an engineered implementation plan designed to improve steam quality, reduce condensate carryover risk, and support more reliable steam delivery to a critical production process.
Schedule an assessment of your facility.
(800) 731-0131 ext. 701 | info@steammgt.com